![]()
Biegetechnik - Überwald GmbH
Wir werden das schon hinbiegen
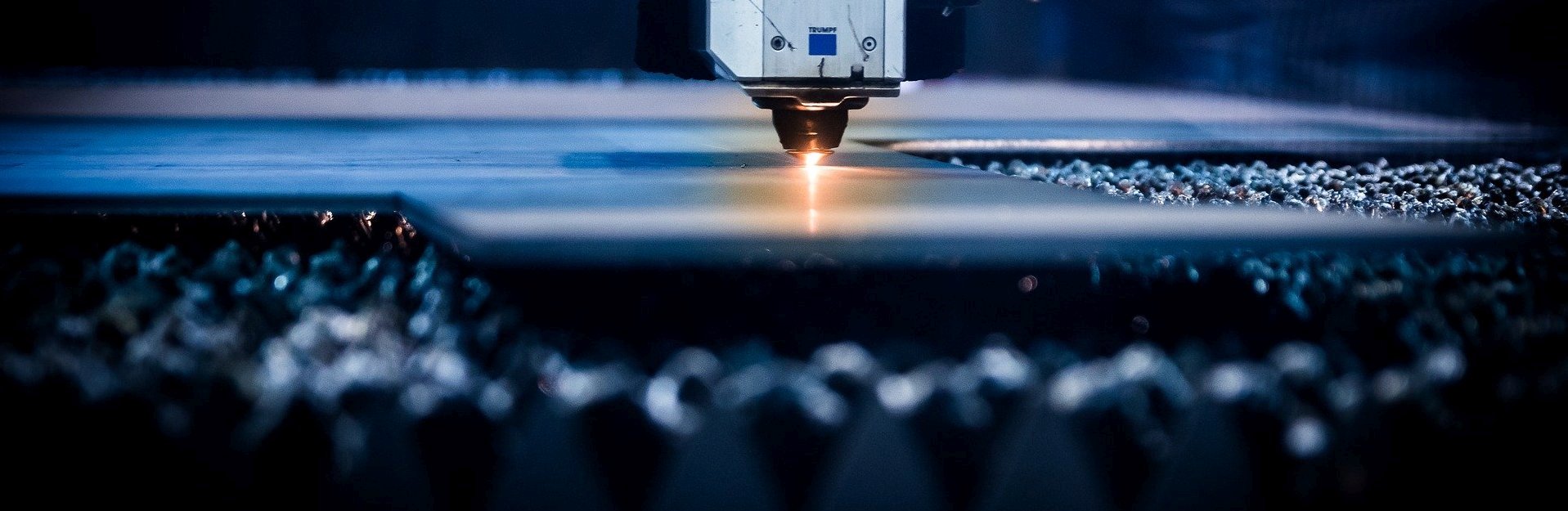
LASER SCHNEIDEN
Rahmenbedingungen für Laserteile
Abmaße Produktionsdaten Mögliche Dateien - Formate
Laser - Schneiden - Verfahren
Je nach Materialdicke und späterem Einsatz der Laserteile ist ein anderes Verfahren vorteilhaft. Grundsätzlich wird zwischen dem Laserschmelzverfahren, dem Laserbrennverfahren und dem Lasersublimierverfahren unterschieden. Mit welchen Verfahren Sie Ihr Blech lasern lassen können, erfahren Sie in dieser Übersicht.
LaserschmelzverfahrenBeim Laserschmelzverfahren wird das Blech durch den Fokussierstrahl örtlich aufgeschmolzen. Dabei wird die Fokussierposition des Laserstrahls nicht auf die Metalloberfläche, sondern auf die mittlere Metalldicke ausgerichtet. Das Verfahren kann Metall bis zu 10mm Dicke durchschmelzen. Überschüssige Schmelze wird mit einem Schneidgas ausgeblasen.
Das Laserbrennverfahren
Bei eisenreichen Metallen kommt häufig das Laserbrennverfahren zum Einsatz. Der Fokussierstrahl erhitzt das Metall auf Zündtemperatur und verbrennt das Blech unter Zugabe von Sauerstoff. Das Eisenoxid wird durch den Gasstrahl abgeblasen. Mit dem Laserbrennschneiden können Materialien mit bis zu 25 mm Dicke bearbeitet werden.
Das Lasersublimierverfahren
Das Lasersublimierschneiden bewirkt das direkte Verdampfen – also die Sublimation – des Werkstoffes. Hierbei werden Materialien, die keinen ausgeprägten flüssigen Aggregatszustand haben, bearbeitet. Das kann beispielsweise Holz, Leder oder Ähnliches sein.